The course for the men was for eight weeks and they were paid eight or ten dollars a week for board and money. The instructors were Alex Schurman, Russell MacDonald and Ray Enman. When Doug Cameron finished his training he went to work in the Tool Room of the Gunshop. The foreman at that time was Neil Barclay (Alex’s uncle), and after him Eugene McMullen had charge of that department until about 1959.
The first General Superintendent of Trenton Industries Ltd. Was James O’Halloran, a former chief engineer of Scotia, George D. MacDougall came out of retirement to serve as chief engineer. Upon this pair fell the heavy load of directing the installation of the equipment and of producing the gun mounts at the specification of the British Admiralty, and the exacting inspection standards of on-the-spot agents of the Royal Navy. Robert C. Logan was the first Superintendent and the general Night Foreman was Kemp Chapman.
Under orders from Dosco for a profitable operation, under orders from the Government for weapons to arm destroyers for the Convoy routes, under orders from the inspectors for top grade work – all this with a working force which, if experienced in metal craftsmanship was new to Naval Contracts, and last but not least the brand new machinery made elsewhere in a hurry meant that the above named quartet had a sizeable job on their hands. The four leaders and the employees made good!! Later O’Halloran was succeeded by J.W. Fleming, and R.C. Logan went to the car plant. Still later Douglas Cameron succeeded Fleming as superintendent, when the latter was promoted General Superintendent of the Car Plant and Trenton Industries Ltd.
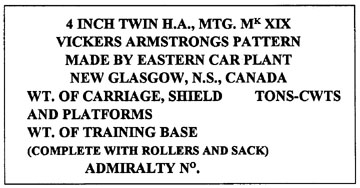
Doug Cameron has included a “rubbing” of a name plate which went on the mounting
of the Gun